洛阳大华主营产品:破碎机、给料机、振动筛等产品!
咨询电话:0379-62669995

新闻资讯
专题推荐
联系我们
CONTACT
地址:河南省洛阳市关林路280号
来厂路线:洛阳站(高速公路):从连霍高速洛阳出口出发沿王城大道南行约10公里至关林路,关林路西行约2公里即到我公司。
矿山机械锤式破碎机的耐磨堆焊
来源:http://www.lydhpsj.com │ 发表时间:2016-02-23 09:17:43 │点击量:
矿山机械锤式破碎机的耐磨堆焊
锤式破碎机是冶金、矿山、煤炭、电力、建材、轻工等行业用量最大的破碎设备,其中锤头是主要的易磨损件。由于破碎的物料硬度、脆性不同,其磨损机理不同,因而制造锤头所用的材料不同。当破碎的物料是硬度较高的花岗岩(f=13~18),矿石(f=14~15),石英岩(f=11~16)时,锤头的磨损方式是以高冲击凿削式磨料磨损为主,当破碎的物料是硬度中等、易碎的石灰石(f=5~8)、煤矸石、玻璃时,锤头的磨损方式是冲击磨损加滑动磨料磨损;当被碎煤炭、水泥熟料、陶土等硬度低的、松散的物料时,锤头的磨损方式以切削磨损和疲劳磨损为主。目前国产锤式破碎机锤头的材质土要有高锰钢、中碳合金钢(如5Mn2)甚至还有用45钢的。
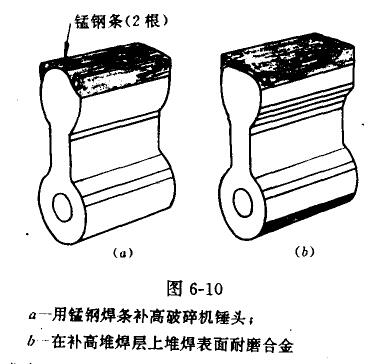
对于磨损过的ZGMn3旧锤头,只要锤头端部磨损,而其他部位仍可继续使用的,都可以通过耐磨堆焊进行修复。修复旧锤头,通常只用两种耐磨焊条。一种是高锰钢耐磨准焊焊条,一种是高合金硬面耐磨焊条。堆焊前,首先用奥氏体锰钢堆焊焊条对旧锤头进行补高堆焊,使其恢复一定的尺寸(留取5~10mm余量)。如果补高堆焊的工作量较大,也可以用高锰钢条直接焊到锤头上的补高部位,以减少补高堆焊工作量(见图6—10中a)。如果锤头在工作中受到很强烈的冲击(如破碎高硬度的矿石、花岗岩、石英岩时),表面堆焊的耐磨合金可选用台碳量较低的马氏体钢合金堆焊焊条或者用高锰钢堆焊焊条直接焊到最后尺寸。如果捶头受到的冲击不很强烈,高铬铸铁或马氏体合金铸铁堆焊合金能承受得了的话,最好选用这种堆焊合金体合金铸铁堆焊合金。表面耐磨合金一般堆焊两层,总厚度为5~10mm左右,为了减少基材受热,通常将六个锤头排在一起,交替进行堆焊,或者将不堆焊部位浸在水中。
经过上述耐磨堆焊的锤头,其经济效益是很明显的。一副新的破碎石灰石的锤头,一次使用寿命约23小时,采用高合金耐磨焊条堆焊以后,其使用寿命超过60小时。在其他的场合下,耐磨堆焊可使旧锤头使用形命延长4—7倍,而堆焊成本一般只有新锤头的1/4~1/2。只要正确执行堆焊工艺措施,一副锤头可以多次增焊修复。
猜您喜欢
- 锤式破碎机设备2016-01-12
- 锤式破碎机2016-01-21
- 可逆式锤式破碎机2016-01-26
- 无箅条可逆锤式破碎机2016-01-26
- 破碎过程中锤式破碎机故障的解决方案2016-02-19
- 什么是重锤破碎机?重锤式破碎机工作原理2016-02-23
产品推荐