洛阳大华主营产品:破碎机、给料机、振动筛等产品!
咨询电话:0379-62669995

新闻资讯
专题推荐
联系我们
CONTACT
地址:河南省洛阳市关林路280号
来厂路线:洛阳站(高速公路):从连霍高速洛阳出口出发沿王城大道南行约10公里至关林路,关林路西行约2公里即到我公司。
振动磨的发展的突破/大型化出现的问题
来源:http://www.lydhpsj.com │ 发表时间:2015-06-30 08:54:44 │点击量:
我国振动磨发展的突破/大型化出现的问题
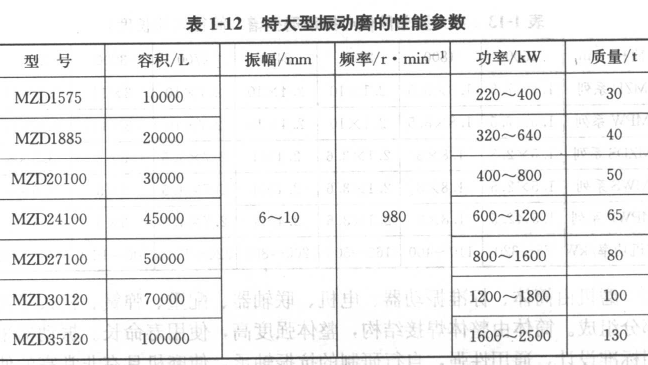
圆振动常规振动磨的缺陷:从振动磨被发明到目前为止,国内外振动磨技术得到长足的进步,应用越来越广泛,但容积从未突破4000L,双简振动磨直径从未突破650mm、单简振动磨直径从未突破900mm,这些常规原理的振动磨在容积加大后,特别是大型化后会出现以下问题:
(1)内于磨机中心区域存在低能区,效率急剧下降。
(2)大型化后磨机强度问题无法解决,特别是双筒和多筒振动磨的磨筒与磨筒的连接是开式结构,易招曲,强度较薄弱,中间为振动器,又是传递动力最大的部位,因此易于断裂,造成工作停顿,此问题一般发生在三个月以后。由于振动设备的特殊性,通过焊接修复是无效的工作,只有丢弃更换新机架,因此给用户的感觉不可靠。
(3)大型化后磨机的轴承问题更为严重,振动机械的轴承的工况和普通机械是很不相同的,是高频振动,尤其是保持架易损坏,振动机械的轴承保持架在高频振动状态,不在受力的滚子也在高频振动状态,一般的轴承是靠滚子来定心的,从而使保持架和谈子、内外因之间存在着高频冲击负荷和接触,使保持架和它们之间存在着高频摩擦,造成轴承发热,轴承座快速升温,不得不采用水冷,造成系统复杂。高频高负荷摩擦,使轴承零件的磨损严重,磨损下的铁屑或铜屑污染润滑油,由于空间的限制,这些轴承一般采用润滑脂润滑,由于润滑脂加油不连续性(一般8h加注少量),使污染后的润滑油不能及时徘出,也造成轴承工况恶劣,使轴承快速损坏或快速发热抱死,造成设备无法工作。由于该子和保持架的高频振动状态,使它们的运动状态不规律性遭到破坏,特别是在保持架磨损后更加严重,同时由于保持架的磨损尺寸变小,强度变弱,当该子偏斜时,运动规律得到严重破坏,保持架断裂而轴承被卡住,造成设备事故纳发生,只有危险性。
虽然目前已有抗振轴承,能够大幅度提高轴承的寿命,如双列球面谈子轴承采用内圈或外围定心,短圆柱轴承采用拉孔保持架,外因定心,降低保持架的自由度,用来减小和内外因、该子的冲击力,减小摩擦和发热,但毕竟这些轴承的滚于和保持间的接触面积较大,在高速下摩擦发热相当严重,因此大型抗振轴承是无法实现的,这给振动磨的大型化带来困难,也是制约振动磨大型化的主要原因之一。
(4)弹簧是振动磨很重要的零件,一舱振动磨大多采用金属螺旋弹簧或橡胶弹簧,近几年来,一些厂家采用空气弹簧,这不是十分合理的。其原因是振动磨均在远共振点工作,在磨机的启动和停车的过程中,都要通过共振点,如果此时的弹簧阻尼较小t如螺旋弹簧或空气弹簧,会产生非常大的振幅,使设备承受比正常工作大许多倍的应力,常规振动磨一般会每天停机加润滑油,这样每天都会启动和停机,日积月累会位设备非正常损坏。如采用较大阻尼的弹簧如橡胶弹簧,虽可解决通过共振点的问题,但在工作时减振效果个理想,基础振感较强,磨机需要大型基础,投资加大。
(5)噪声是目前常规振动磨的普遍性问题,其噪声源为磨介的高频撞击卢,这和磨介的运动轨迹有关,原有的振动磨运动轨迹为圆运动,其结果是磨介被抛出,去冲击磨机简壁或从磨机简弹回来的磨介,然后又被弹回磨机下部的磨介上,整个过程存在着剧烈的冲击,产生大量的热量,因此振动磨的出料较热.在100℃以上,因此对热敏感性物料须加冷却套。如此大的冲击力,造成常规振动磨有较大的噪声,一般90dBA以上。
(6)产量的问题。由于常规振动磨无法实现大型化.装机功率一般在200kw以内,球磨机可达几千千瓦,因此产量无法和球磨机相比,使许多大处理量的场合如水泥厂、选矿厂、大型耐火材料厂、大型非金属加工厂、大型化肥厂无法采用。
目前,由于振动磨存在以上问题,所以,在用户中造成所有振动磨的印象是易损坏,特别是机体断裂和轴承更换频繁;噪声大,在设备旁难以忍受;单台设备产量低,大产量时需多台布置,系统较复杂。
猜您喜欢
- 环锤式破碎机设备2015-06-29
- 环锤式破碎机哪些优势2015-06-30
- 锤式破碎机的结构特点2015-06-30
- 高效圆锥破碎机的适用范围/性能特点/工作原理/2015-06-30
- 螺旋给料机的技术参数2015-06-30
- 国内振动磨的发展现状2015-06-30
产品推荐